
塑件壁厚设计的一点心得
2017-08-25 15:41:34
注塑加工是将熔融状态的塑胶原料通过压力注入模具然后固化成型的工艺。是目前应用最广泛的塑料成型工艺。而塑料的材料特性和工艺要求决定了其有个合理的厚度范围,所以注塑的产品以壳体为主。
现代工业设计追求更完美的外观,注塑工艺无疑达成这一追求的最理想的工业化途径。
为了使外观ID更容易实现工业化,壁厚设计是首先要考虑的因素。
塑料件加工的壁厚对质量影响很大.壁厚过小时,流动阻力大,大型复杂的塑料件就难以充满型腔.塑料件加工壁厚的最小尺寸应当满足以下几个方面的要求:
1、具有足够的强度和刚度;
2、脱模时能经受脱模机构的冲击和震动;
3、装配时能承受紧固力.
注塑加工厂规定有最小壁厚值,因塑料件品种、牌号及制品大小的不同而有所差异.塑料件加工中壁厚过大不仅浪费原料,对热固性塑料成型加工来说,还增加了模压的时间,并且容易造成固化不完全;而对热塑性塑料来说,则增加了冷却时间.另外还会影响塑料件加工的质量,同一注塑件的壁厚应尽可能均匀一致,否则会因为冷却和固化速度不均产生附加应力.
合理的确定塑件的壁厚是很重要的。塑件的壁厚首先决定于塑件的使用要求:包括零件的强度、质量成本、电气性能、尺寸稳定性以及装配等各项要求,一般壁厚都有经验值,参考类似即可确定 (如熨斗一般壁厚2mm,吸尘器大体为2.5mm),其中注意点如下:
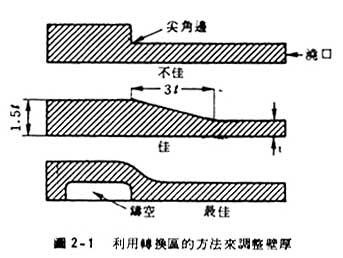
b、塑件壁厚一般在1—5mm范围内。而最常用的数值为2—3mm。
c、常用塑料塑件的最小壁厚及常用壁厚推荐值:(mm)
d、尽量不要将加强筋和螺钉柱设计的太厚,一般建议取本体壁厚的一半较保险,否则容易引起缩影等外观问题
e、尽量不要将零件设计成单独的平板,尺寸很小另论,否则变形导致零件不平整